Visionary Manufacturer Champions Carbon-neutrality
By Mark Coleman | February 18, 2014
Category:
HARBEC’s slogan is “technical innovation with environmental responsibility.” The company goes to the ends of the earth to manufacture components sustainably that are used at the highest and lowest ends of the earth, literally. Its products have been integrated into systems for deep space missions, deep sea exploration—and everything deep in between (see Figure 1).
The innovative tooling, machining, prototype development, molding, and long-run production manufacturer grew from a startup in 1977 to a 150-employee supplier of carbon-conscious components to sophisticated customers in the aerospace, marine, transportation, medical, defense, consumer, and energy industries today.
“We care about the environment, and it’s reflected in everything we do,” HARBEC Inc. President Bob Bechtold said (see lead image). “By combining energy-efficient equipment with on-site green energy sources, we reduce our emissions, minimize our carbon footprint, and lower our environmental impact on natural resources such as water, land, and air.”
HARBEC is certified to international environmental standard ISO 14001 and has achieved certification to international energy management standard ISO 50001, as well as the U.S. SEP certification in 2013 (see Figure 2).
Becoming Carbon-neutral
Carbon-based energy consumption greatly contributes to the overall greenhouse gas (GHG) level and the company’s carbon impact. Bechtold predicts a future in which carbon management may be the pivotal factor by which a business succeeds or fails.
“A product’s true price is reflected by its carbon value,” he said.

HARBEC Inc.’s two wind turbines generate up to 65 percent of its electricity, and a co-generation plant supplies both thermal energy and electricity to power the manufacturer’s facility and operations. On-site power generation was part of president Bob Bechtold’s strategy to become carbon neutral in 2013.
“There are two indicators for a manufacturer to validate its carbon footprint. The first is the European commodities market’s prediction that carbon will be the largest commodity traded in the EU by 2020. And much is being said in the Asian community to indicate that they will beat the EU in carbon reduction efforts in the near future.
“The second issue is the Walmart Sustainability Index that is supposed to be on all packaging by 2015.”
As to how carbon-neutrality requirements will alter the market, Bechtold said, “Things will change. It does not mean, as the naysayers predict, that the economy will crash. Instead there will be an adjustment; some items will get more expensive and others will get cheaper.”
HARBEC’s transition from a carbon-based-energy-dependent business to an innovator that produces carbon-conscious components has been a journey, to say the least. The journey started capitalistically enough. Ground zero was Bechtold’s frustration with fluctuating and unpredictable energy costs and his desire to control them. In the late 1990s, after 30-plus years of playing dodge ball with traditional electric utility models of energy distribution and cost structures, he’d had enough.
“We were then, and still are, facing pressures from our customers to enhance quality and performance and reduce costs. For us, energy costs fluctuated between 6 and 8 percent of total operating expenses. That may not seem like a lot, but for a tight-margin business, it added up to quite a bit.” Bechtold deduced that the figures equated to the level of investment the company could apply to new energy projects.

Figure 1: HARBEC uses the Xyloy™ metal injection molding process to manufacture high-tolerance net shape metal parts using lightweight alloys, standard hardened steel molds, and modified conventional injection molding equipment. This process yields parts, such as this component used in the International Space Station, with an outstanding combination of mechanical, physical, and thermal properties with high-performance metrics.
Bechtold chose to use his ingenuity to manage the plant’s energy use proactively, as well as water and waste. He explored ways to reduce total energy consumption, stabilize energy costs, optimize energy use and reduce GHG and carbon emissions in a way that is verifiable.
Energy Management
First efforts focused on reducing energy consumption and optimizing equipment efficiency inside the plant. Lighting, controls, pumps, motors, and drives were made more energy efficient over the past decade through the partnership of funding organizations like the New York State Energy Research and Development Authority (NYSERDA).
As part of achieving its ISO 50001/SEP recognition, the manufacturer is putting into place a facility-wide energy management system (see Figure 2). The system measures energy at the equipment level—and, ultimately, will do so at the sub-machine level (i.e., motor/drive) for each of its 40-plus injection molding machines; 40 CNC machines; and laser, sintering, and other specialty equipment.
Combined Heat and Power
Bechtold is committed to realizing the full potential of thermal energy and integrated sustainable energy systems.
“There is no such thing as thermal waste,” Bechtold said. “There are only lost or gained thermal opportunities. Every thermal load within a manufacturing operation that is not efficiently utilized remains untapped potential to maximize the use of energy and achieve carbon neutrality.”
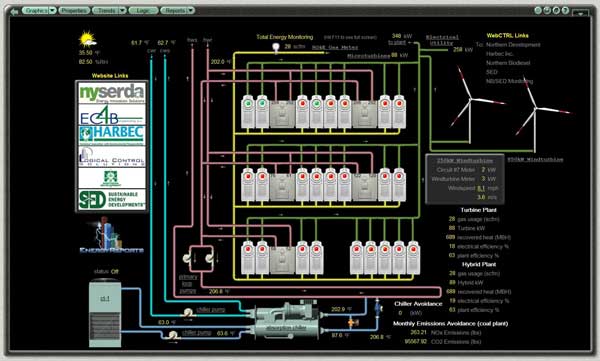
Figure 2: HARBEC continuously monitors its energy generation and consumption at the equipment level.
Bechtold researched and developed a plan that would help the company become more efficient and more ecologically correct. A significant part of the solution is called cogeneration, a highly efficient means of generating heat and electric power simultaneously from the same energy source. HARBEC installed a combined heat and power (CHP) system, also called co-generation, at its facility.
In other words, the exhaust heat from generating electricity replaces fossil fuel (oil, coal, or natural gas) combustion. This is heat that would normally be discharged into lakes and rivers or the atmosphere in the current process of traditional utility power generation.
The CHP system uses high-pressure natural gas to run Capstone micro turbine generators, which produce electricity. A great deal of thermal energy is produced as a byproduct. HARBEC directs the hot exhaust from the micro turbines to a heat exchanger which, in turn, transfers the heat to water. The hot water then is used to heat the building through radiant in-floor heating systems and pre-existing forced air systems (see Figure 3).
One of the most interesting, and perhaps ironic, aspects of the systems is that during the summer, the hot water is sent to an absorptive chiller, which uses heat to create cold water for air-conditioning. Heat and air-conditioning are free byproducts of the CHP process.

Figure 3: Cogenerated heat is directed to an in-floor radiant heat system with nearly three miles of tubing that heats the newest 30,000 sq. ft. of the plant.
Reducing Emissions? Check. HARBEC’s cogeneration operation produces less than 10 percent of the CO2 emissions that the most efficient oil- or coal-burning generation plants emit to produce the same amount of energy. It diverts 375 tons of CO2 emissions from the atmosphere every year.
To understand how cogeneration reduces emissions, it is necessary to know how most conventional power generation works. A fuel is burned to produce steam. The pressure of the steam actually turns the turbines and generates electric power.
Cogeneration, in contrast, makes use of the excess heat, usually in the form of relatively low-temperature steam exhausted from the power generation turbines. Such steam is suitable for a variety of heating applications and effectively displaces the combustion of carbon-based fuels, with all of their negative environmental implications.
Bechtold admitted that CHP does have some carbon responsibility because it uses natural gas for the fuel. “We purchase carbon credits to offset this portion, along with our vehicle fuels, which adds up to about 15 to 18 percent of the total energy needed to run our company.”
Increasing CHP Efficiency. Most recently HARBEC completed the integration of a Rankine cycle engine developed by Ener-G-Rotors with HARBEC’s thermal system. The integration will enable HARBEC to squeeze out an additional 8 to 12 percent efficiency beyond the 60 percent BTU efficiency it achieves currently—part of the company’s own continuous improvement efforts, and also as required by ISO 50001.
The way Harbec manufactures its products, including these injection-molded parts, renders them carbon-neutral.
As a result of all of the energy management efforts, HARBEC has increased its overall efficiency and productivity, as well as its competitiveness, Bechtold maintained.
“Fifteen years later [since initial efforts] we have integrated a dynamic energy system that allows us to control our current energy supplies and prices while also knowing what our price will be in 10 years.”
Wind, Solar On-site
In addition to energy management and CHP, HARBEC installed two utility-scale wind turbines: a 250-kW turbine with 300,000 kWh annual output 11 years ago, and a 850-kW unit generating 1.5 million kWh annually in 2012. They provide 60 to 65 percent of the electricity used in the facility.
The manufacturer is in the design phase of installing a large solar photovoltaic system on-site as well.
Regarding renewable energy investments, Bechtold had this to say: “It’s not about the ROI [return on investment] for individual technologies; it’s about acquisition of high-value assets (infrastructure) while achieving a net positive ROI for earning future business based upon our operational efficiency and ability to market our accomplishments.”
Sustainable Manufacturing Supplier Status

The manufacturer has achieved ISO 14001, ISO 50001, and U.S.’ SEP certification.
HARBEC integrates its sustainability choices with its approach to producing its clients’ products. “Many customers come to us with new resins, alternative materials, and complex component designs,” Bechtold said. “We work with them to address those challenges in ways that reduce their waste, optimize their energy and water use, and reduce their environmental impacts.”
For this reason, HARBEC is considered to be a preferred sustainable manufacturing supplier by its key customers.
“We found that our initiatives differentiate our business on the merits of sustainable production where others cannot. Of late this has been of tremendous business value for retaining and earning new business–particularly as natural resources become more constrained, and customers look for a sustainable value from their supply base,” Bechtold said.
Next sustainability goals? The company is working to achieve water neutrality in 2015. The success of this effort will primarily be the result of harvesting rainwater and conditioning, maintaining, and reusing it on-site–only using city water for drinking and hand washing.
As to the well-spring of those sustainability goals, Bechtold admitted they were not all about the huge cost savings and energy control the company has realized.
“The origins of my convictions and efforts come from a sense of responsibility to the future of my children and their children–and the world we will leave them.”
Side by side, we move metal fabrication forward.
FMA unites thousands of metal fabrication and manufacturing professionals around a common purpose: to shape the future of our industry, and in turn shape the world.
Learn More About FMA