Candy Packaging Manufacturer Uses Geothermal—with a Twist
By Kate Bachman | August 10, 2011
Category:
Critical to the quality and twist-hold capabilities of Multifilm’s flexible film packaging is cooling each of the production processes to precise temperatures, according to Olle Mannertorp, Multifilm Packaging Corp. CEO and co-owner.
In a large, clear glass bowl on a table in a room called the Candy Bar in a manufacturing plant in Elgin, Ill., is an assortment of mouth-watering, melt-in-your-mouth, premium chocolate bonbons—the kind you find in chocolatier boutiques and high-end retail shops.
Each bonbon is beautifully, individually “gift-wrapped” in metallic blue, dark red, brown, and gold twisted wrappers that are as exquisite as the confection. One quick pull at both ends of the wrapper and Voilà! … heaven in your mouth.
Before that twist-wrap film embraces the candy to maintain its freshness, form, and purity, it is manufactured at Multifilm Packaging Corp. in a series of processes, including cast extrusion, flexographic printing, metallization, and lamination.
Multifilm, a $22 million in annual sales, 53-employee manufacturer as individual as the individually wrapped candy, is admittedly small compared to its giant competitors that operate in the billion-dollar sales ranges. The company holds its own, though, supplying customers the likes of Godiva, Hershey’s, Fannie Mae, Nestle’, Brach’s, and Mars—and exports about 60 percent of its production—by offering specialty products and creating a niche market.
The manufacturer is expert at making plastic film for twist-wrap applications, which are primarily confectionary. In fact, twist-wrap is about 65 percent of its business. The company also makes film packaging for energy bars, coffee, cigars, even bubble bath tablets and flower preservatives.
Critical to the quality and twist-hold capabilities of the wrapper is cooling each of the processes to precise temperatures, explained Olle Mannertorp, Multifilm CEO and co-owner (see lead image). When the company’s chiller had worn out and a new chilling process was needed, in a twist of its own, the manufacturer installed a unique geothermal system that cools and heats not only its air, but its manufacturing machinery as well. It is the only system of its kind in North America, according to the company.
New Owners, New Technology

A large multinational packaging conglomerate had owned Multifilm since its founding in 1982. The parent company’s core competencies were in foil packaging; Multifilm’s was in plastic packaging film. Too, the multinational company’s manufacturing facilities and customer base were concentrated outside of the U.S. The geographic distance and divergent technologies, as well as the hefty
overhead costs large conglomerates typically have, made it difficult for the small subsidiary to attract equipment investment from its parent company in a timely matter.
“Decision-making in small companies has to be very quick—otherwise you won’t survive,” Mannertorp said.
Eventually the conglomerate decided to sell its subsidiary, and Multifilm’s management seized the opportunity to acquire the company. “Essentially, we bought our jobs,” said Chris Rogers, vice president of sales and also co-owner. “However, when we bought the company in April 2008, we inherited a long list of challenges that needed immediate attention. One of those was the old chiller.”
Replacing Obsolete Chiller. The old chiller was a 300-ton behemoth that consumed roughly 1.15-kilowatt-hours per ton of cooling. At almost 20 years old, the chiller had passed its prime.
“We knew we would have to replace the chiller fairly quickly,” Mannertorp added. “Cooling equipment in a manufacturing company like this is a major, major cost.”
The capital cost of a new, energy-efficient, 0.5 to 0.6-kWh/ton chiller was around $400,000, and infrastructure alterations would require an additional $300,000, the new owners learned. They calculated and compared the capital and installation costs, energy savings, and repair costs—the latter with which the new owners were very familiar.
“Chillers that typically are used in this industry are huge machines located up on the roof,” Mannertorp expounded. “When you start them up on the first warm day, you find out, ‘I lost my Freon®; the bearings in the fans are gone; I need new belts; there’s leaking here, leaking there …’ So the repair cost of chillers is typically high. We used to spend between $5,000 and $10,000 a month to repair our chillers.”
Go Geothermal? The manufacturer speculated as to whether another technology was available that would be more energy-efficient and less costly to repair. Originally from Europe, Mannertorp was aware that geothermal technology—groundwater cooling and heating—is well-established there. “Why don’t we look at geothermal?” Mannertorp proposed.
The geothermal concept is fairly simple. Groundwater from an underground reservoir, or aquifer, which is always at a constant temperature, is pumped up to the surface and passes through a number of heat exchangers to transfer its temperature. The groundwater then is pumped back into the ground untouched (see Figure 1).
Again, what is unique about Multifilm’s system is that it is used to cool its machinery, as well as its HVAC.
Comparing Processes
Energy Consumption. The company compared the energy efficiencies of a new chiller and a geothermal system. “On a modern chiller, we were looking at an energy reduction of around 50 percent, which is terrific. But with geothermal, we were looking at 85 percent. That’s just enormous,” Mannertorp said.
A geothermal system offered other benefits as well. A chiller must run 24/7, whereas the geothermal system needs to run only when the plant and equipment are operating, Mannertorp said.
Minimal Repairs. A third consideration was that a geothermal system would require only minimal, relatively inexpensive maintenance and repairs, because it primarily comprises pumps, motors, and valves. “There’s nothing major that would cause you to rip out the whole system and put in something new,” Mannertorp said.
Long Life. Furthermore, a geothermal systemhas longevity. “The lifetime on chillers is not that great. The lifetime of groundwater is very long. It’s been around for thousands of years,” Mannertorp said.
Freon-Free. Finally and significantly, a geothermal system does not need to use a coolant like Freon, as do chillers and air conditioners. “Freon is a very aggressive greenhouse gas,” explained Mannertorp. “We had to get rid of the old chiller anyway, so this was the perfect opportunity to try something different and to make a substantial impact on our energy consumption and our carbon footprint. Geothermal emerged as a much smarter option.”
The Project Begins

Figure 2
Heat exchangers transfer the groundwater’s cool temperature to another water circuit, or loop, that feeds the plant’s four cooling areas.
The conversion from chiller to geothermal was initiated in late 2008. The uniqueness of the project did not come without risks, and most contractors and engineers that the company consulted were hesitant to take on the project, Rogers said. “This type of geothermal system isn’t something you can buy off the shelf. We had to design our own system and gather our own team of
experts.”
Assembling Expert Design Team. The manufacturer formed a team of experts that included Clive Maidment, a British water biologist consultant with extensive experience in water and energy management; Rafal Kozlowski, a thermal energy expert; and Multifilm’s own David Rohrschneider, vice president of operations and also a co-owner, and Mannertorp.
It was Maidment’s role to talk to the authorities, Mannertorp said. “How do you get a permit to do this? What grants are available? How do you do a prestudy? We received our permit in days because he talked to the right people and went about it the right way.” One important caveat to obtaining the permit was that the groundwater could never touch the machinery. The Multifilm system was
designed to comply with that requirement.
Designing the Duo-geothermal System. The design stage spanned several months. The system is engineered so that after the cool groundwater is pumped up from three wells that access the underground aquifer and through a number of heat exchangers, it is pumped underground again; so groundwater just flows in and out. The heat exchangers transfer that cool temperature to another
water circuit, or loop, that feeds the plant’s four cooling areas, as well as to a number of air handlers that provide heat or air conditioning to the building (see Figure 2).

Figure 3
The system is designed without heat pumps, coolants, or refrigerants. It uses only the cool temperature of the groundwater. The speed of the well and of the circulation pumps (pictured) controls the water’s temperature.
“Those two water flows don’t blend—the groundwater never touches any of our machines—but the temperatures are transferred,” Mannertorp clarified.
Kozlowski calculated how many calories were needed for each machine and determined the required size of the heat exchanger, the water flow needed to reach a specified temperature, and how much horsepower was required for each pump. The system also differs in the way it is designed without heat pumps, coolants, or refrigerants, as other geothermal systems are. It uses only the cool temperature
of the groundwater. The speed of the well and circulation pumps control the water’s temperature. The faster the flow, the colder the water (see Figure 3).
“Right now two of the well pumps are running at 57 hertz—almost full speed. The three circulation pumps for the cold process are running at 51 hertz. The most complicated part was to write the logics program that controls the whole thing.
“Those [other geothermal] systems are very energy-efficient. But this geothermal system beats a heat pump by six times. It’s much more efficient,” Mannertorp said.
“It’s amazing when you think about it,” Rogers added. “With chillers, you’ve got to put the water through all these pumps and Freon and use a lot of electricity to make the water cold, when 300 feet down, you’ve got all the cold water you need. You don’t have to make it cold … it is cold! And it’s free.”
Demand-driven. The system has been designed to be demand-driven, meaning that when a machine calls for cooling, production water is directed to that machine by the brains of the system, the software and electronics. The system directs the coolest water first to the production water loop going to the process requiring the coldest temperature. As the water warms as it moves through the production processes, it continues to the next process based on temperature and volume requirements. This approach maximizes the energy’s potential.
VSD. Variable-speed drives regulate the water flow, depending on how many machines are running and how much cooling is required, and eliminate waste. The geothermal system will run only as much as needed to maintain set points. The HVAC and equipment systems are separate and production equipment receives priority over the HVAC. The system can be completely shut off during
off-hours.
Test Well. The next step was to drill an exploration well to determine if enough water was present below the plant to fulfill the system’s needs (see Figure 4). The company’s proximity to the Great Lakes meant that the prospect of water on the property was likely, but the design team needed to know how deep the groundwater was and if its temperature would remain stable for at least 20 years.
The test well hit the aquifer at 280 feet. A three-month observation indicated a water flow of 400 gallons per minute at a cool 53 degrees F. These results cleared the way for Multifilm to proceed with the construction of the system.
“So we got to this point of no return—that is, go or no-go. We said go,” Mannertorp said.

Figure 5
The plant floor was excavated to fit the underground piping.
The company hired local plumbers, electrical contractors, and excavators and proceeded to execute the plan.
In the Trenches. First, excavation began to remove the floor in the areas of the plant where pipes had to be installed (see Figure 5). These pipes would deliver the groundwater to the heat exchangers from the production wells, then return the groundwater to the rejection wells.
Seven separate 8-inch-diameter wells were drilled to 360 feet. Three are production wells that supply the water to the exchangers, and four are rejection wells to return the water back into the ground. (More rejection wells than supply wells are needed because water takes longer to pump back into the ground than out of it.)
As with any endeavor of this magnitude, surprises were encountered along the way—both pleasant and unpleasant. “One of the wells had a lot of shale, and the well drilling company said, ‘This is going to give you lots of problems.’ Thank you. That’s what we need to hear, right?” Mannertorp said, smiling. “Well, it did give us a bit of problems. We had to pump for quite a while before we had clean water coming out. And each time a train ran by here, the filters clogged. Now that’s history – it’s resolved.”
The three supply wells were located as far apart as possible, then joined as one water flow inside the building. One of them was positioned on a side of the building opposite the two other wells. Rather than trenching around the building for this third supply well, an angled drill was used to drill under the building, which saved both time and money.
With the help of various adapters, the company was able to reuse most of the existing piping from its old chiller system.
Well Pumps. Pumps were positioned at 330 ft. in three of the wells. The water table stabilized at 330 ft. at full pumping capacity. Supply and rejection lines were piped in 5 ft. below the floor.
All of the water circuitry was completed by April 2010. Then extensive testing was performed to ensure that the water flow and temperatures were adequate for each process. One by one, the machines were disconnected from the old chiller and connected to the geothermal system, starting with the printing presses and ending with the film-extrusion equipment.
Initially, the system ran in manual mode, but within a month, the controls had been sufficiently programmed and optimized to run automatically. Finally, the old chillers and pump tanks were disconnected and removed from the building.
The system was complete in July 2010. The entire transformation took almost two years.
Cooling Each Process
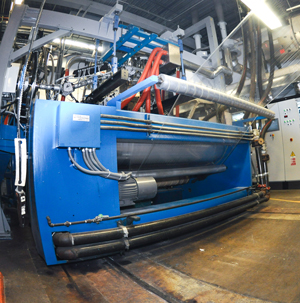
Figure 6
Plastic film is extruded and flattened in cast extrusion machines.
The temperature of each machine must be controlled very precisely, and the extruders, metallizer, printing press, laminators, and air-conditioning units each require a different temperature. The presses, laminator, and the extruders are equipped with chill rolls because the plastic film is heated to extreme temperatures at some points and it must be cooled down again.
The groundwater supply goes through numerous heat exchangers, which transfer its 53-degree temperature to another set of water circulation systems that transfer the cool temperature to the air-conditioning unit, a cold machine process for the extruder, and a hot process for the presses and other equipment.
Extrusion. The plastic film packaging production begins at one of the two in-house cast extrusion lines. Five extruders feed two casting machines, which do the flattening … hence, cast extrusion (see Figure 6).
“Our extrusion process is very similar to what many food processors have—a rotating screw in a heated barrel,” explained Mannertorp. Plastic pellets are heated to melting. The 500-degree molten plastic falls down like a waterfall onto a very large chill roller, quenching the plastic within 1/10th of a second, thereby solidifying it into plastic film. This requires a lot of cold water.
The extruders require a temperature range of 65 to 68 degrees F, Mannertorp explained. “Otherwise, the film doesn’t develop the right properties.”
Metallizing. Next, the plastic film runs through a metallizing machine that applies a very thin aluminum coating on it. This serves as a water, gas, and light barrier to protect the food it packages and extend its shelf life.
The metallizing process operates at extreme temperatures. Aluminum wires are melted in a vacuum chamber (see Figure 7). The temperature inside the chamber reaches over 1,000 degrees C, turning the aluminum into a liquid. All liquids boil in a vacuum, and when they do, steam is created. A cloud of white, glowing aluminum steam rises and hits the film. As the film runs over a chill roll at -30 degrees C, the aluminum molecules freeze and settle onto the surface of the film.
The same water circuit that is used to cool the extruders connected to the metallizer before returning to the ground. The groundwater temperature alone is not enough to chill the metallizer, so it has its own additional chillers, Mannertorp added. “It’s a bit complicated, but it seems to work.”
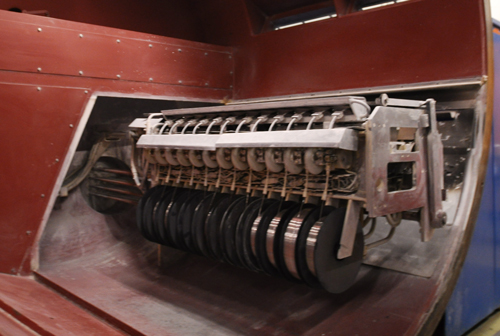
Printing. The type of printing the manufacturer uses is called flexographic. Photopolymer printing plates rotate on a central impression (C.I.) drum, picking up ink from individual stations. Each plate transfers a different color onto the film web. The eight printing stations together create a photographic-like image (see Figure 8).
Dryers blow hot air between the printing stations to dry the printed film surface. This heats up the 80,000-lb. print drum ,which then must be cooled to maintain an even temperature that must not fluctuate more than 1 degree C (2 degrees F). After passing over the main printing drum, the film goes into a drying oven. Finally, the film is cooled on a chill roll before being wound onto a spool.
Downstream Processes. Lamination (two or more plastic or paper webs are glued together) demetallizing, and slitting, which require minimal cooling, are connected to the geothermal system also.
Delicious Results
85 Percent Savings on Cooling. Multifilm’s geothermal system has now been in operation for more than a year, and the results are favorable. However, measuring exact energy savings has been challenging. Electricity is measured in total consumption; therefore, isolating specific machinery consumption has not been feasible. Extensive measurements by the local utility and company staff indicate that the manufacturer has saved nearly 1.5 million kWh per year since installing its geothermal system. This is a 31 percent reduction in total energy consumption, and an 85 percent savings on cooling costs.
Six-year ROI. Pioneering an original, first-of-its-kind system always brings its share of trial-and-error costs as unsuccessful initial efforts require undoing and redoing. For a small manufacturer such as Multifilm, the costs have been significant.
The company estimates that the whole system cost $1.3 million, including infrastructural improvements and upgrades, such as replacing equipment supply lines, which accounted for a quarter of the system costs.
Runaway costs were a big concern, Rogers said. “Again, this was something that had not been done. So you get into this and you spend all this money on this project, and if it doesn’t work, what are you going to do?
“But deep down, I think we all knew there was no reason it wouldn’t work. It had to work. But there were no guarantees. It was all on our shoulders,” Rogers said.
About $242,000 in federal and utility company grants helped offset the project’s cost, and after the annual cost savings were accounted for, the ROI for the system is estimated at six years. As energy costs continue to increase, energy cost savings are expected to grow.
Multifilm’s owners are happy with the results of the geothermal system and feel good about their decision to install it.
“We decided that even if it costs us more money, we want to be the type of packaging producer that our customers can be proud of, knowing that their supplier is an innovator that is doing the right things for sustainability,” Rogers said. He added, “Our customers are asked by Procter & Gamble, Wal-Mart … “What are you doing for sustainability? What are your suppliers doing?”
“One huge advantage we have as a privately owned company is that we don’t need to worry about next month’s or next quarter’s financial report,” Mannertorp said. “We were able to think a bit further ahead.”
Open-door Policy
Now that the company has been through the development and installation of the duo-geothermal system, the company owners are open to sharing their unique technology with other manufacturers, and have even opened their doors to allow competitors to view it.
“This is more important than just being in business and competing. This is good for the environment and good for the packaging industry,” Mannertorp said.
“Because at the end of the day, we do not want to be an oasis in a desert; the only manufacturer in America so that when we need a ball bearing, we have to go to China to get it. The best hope for the future is to have a thriving manufacturing environment close to home and to be part of a community that provides a good, healthy, and sustainable environment. This is not a human right—it’s a human duty,” Mannertorp concluded.
Multifilm Packaging Corp., 1040 N. McLean Blvd., Elgin IL 60123, 847-695-7600, info@multifilm.com, www.multifilm.com
Side by side, we move metal fabrication forward.
FMA unites thousands of metal fabrication and manufacturing professionals around a common purpose: to shape the future of our industry, and in turn shape the world.
Learn More About FMA



{kind=link}
{kind=link}
{kind=link}
{kind=link}